Proceso de Preparación de Pantallas para Serigrafía Paso a Paso: Guía Técnica Completa
Aprende el proceso de preparación de pantallas para serigrafía paso a paso: tensado, emulsionado, quemado y revelado. Guía técnica para compradores B2B en México.

El proceso de preparación de pantallas para serigrafía paso a paso es uno de los factores más determinantes en la calidad final de cualquier impresión serigráfica. Para directores de marketing, gerentes de compras y responsables de producción que trabajan con proveedores de impresión, entender este proceso no es un lujo técnico: es una ventaja estratégica. Conocer cómo se tensa una malla, cómo se emulsiona, cómo se expone y cómo se revela una pantalla permite validar la capacidad técnica de cualquier proveedor, optimizar los archivos de arte final y anticipar posibles problemas antes de que lleguen a producción. En Imagen y Color GR, con más de 40 años de experiencia en el mercado mexicano, el proceso de preparación de pantallas es tratado con rigor industrial desde la primera etapa. Esta guía técnica desglosa cada fase con precisión, para que tanto compradores especializados como agencias de publicidad tomen decisiones informadas y exijan estándares de calidad superiores a sus proveedores.
Cada decisión tomada durante la preparación de la pantalla tiene un correlato directo en la reproducción del arte final. La resolución máxima de líneas y puntos…
¿Por Qué el Proceso de Preparación de Pantallas para Serigrafía Paso a Paso Define la Calidad de Impresión?
Antes de que una sola gota de tinta toque el sustrato, la pantalla serigráfica ya ha determinado el destino de la impresión. Una pantalla mal preparada genera problemas que ninguna habilidad operativa puede corregir: registros fuera de posición en impresiones multicolor, pérdida de detalle en líneas finas, sangrado de tinta, variaciones de densidad entre piezas y tiradas inconsistentes. Para los clientes B2B, estos errores se traducen en retrasos, sobrecostos y, en el peor de los casos, materiales rechazados por control de calidad de grandes cuentas como Walmart o P&G. El proceso de preparación de pantallas para serigrafía paso a paso involucra cuatro etapas críticas: el tensado correcto de la malla, la aplicación uniforme de emulsión fotosensible, la exposición controlada a luz ultravioleta y el revelado preciso del stencil. Cada una de estas fases tiene parámetros técnicos específicos —número de hilos por centímetro, viscosidad de emulsión, tiempo e intensidad de exposición UV, presión y temperatura del agua de revelado— que deben cumplirse rigurosamente para garantizar resultados consistentes a lo largo de toda una tirada, ya sea de cien prendas o de cien mil. Comprender estos parámetros le permite a un comprador técnico hacer las preguntas correctas y distinguir a un proveedor artesanal de uno con capacidad industrial real.
Impacto Directo en la Reproducción de Arte Final
Cada decisión tomada durante la preparación de la pantalla tiene un correlato directo en la reproducción del arte final. La resolución máxima de líneas y puntos que una pantalla puede reproducir depende del número de hilos por centímetro de la malla: una malla de 160 hilos puede reproducir tramas halftone de alta resolución para imágenes fotorrealistas, mientras que una de 20 hilos está optimizada para tintas de alta cobertura en materiales texturiles gruesos. Si el arte final fue diseñado para una malla de 120 hilos y el proveedor utiliza una de 60 hilos por desconocimiento o por ahorro de costos, los detalles finos desaparecerán y los bordes perderán definición. Para los equipos de diseño y marketing, entender esta relación entre malla y arte permite entregar archivos optimizados desde el inicio, ahorrando iteraciones y tiempos de corrección.
Consistencia en Tiradas Largas y Múltiples Colores
En proyectos de impresión multicolor para grandes cuentas, la consistencia entre pantallas es tan importante como la calidad individual de cada una. Cuando se imprimen cuatro, seis u ocho colores en registro, todas las pantallas deben haber sido preparadas con el mismo nivel de tensión, el mismo espesor de emulsión y la misma precisión de exposición para garantizar que los colores se alineen con exactitud a lo largo de toda la tirada. Una variación de tensión de apenas 2 N/cm entre pantallas de distintos colores puede producir desregistros visibles, especialmente en diseños con bordes de colores que se tocan. Los proveedores industriales con equipos de tensado neumático y medición electrónica de tensión eliminan esta variable y garantizan la coherencia que exigen los estándares de calidad de sus clientes corporativos.
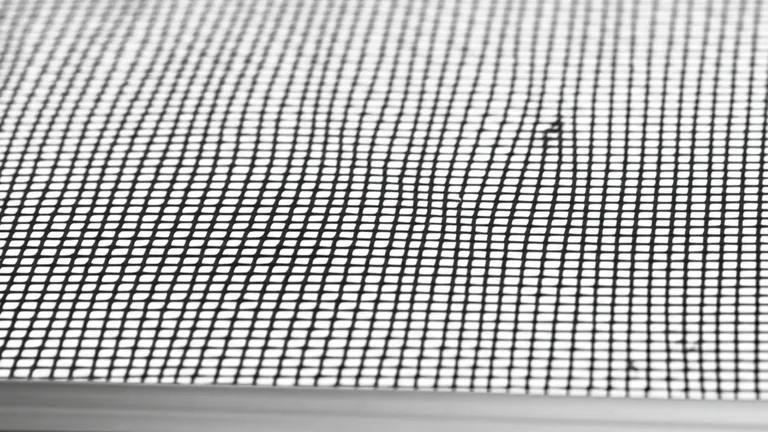
Etapa 1 — Selección y Tensado de Mallas: La Base del Proceso
El proceso de preparación de pantallas para serigrafía paso a paso comienza mucho antes de la cámara oscura: inicia con la selección correcta de la malla y su tensado sobre el marco. Este paso, frecuentemente subestimado, es la columna vertebral de todo el proceso posterior. La malla, fabricada en monofilamento de poliéster, se selecciona según el número de hilos por centímetro, que en el mercado mexicano e internacional se expresan como “mesh count” o simplemente como número de hilos. En Imagen y Color GR se trabaja con mallas que van desde 20 hasta 160 hilos, cada rango diseñado para aplicaciones específicas que van desde la impresión de tintas especiales de alta cobertura hasta la reproducción fotorrealista de imágenes de alto detalle. La selección incorrecta de la malla es uno de los errores más comunes que cometen proveedores sin suficiente experiencia técnica, y sus consecuencias se manifiestan directamente en la calidad del producto terminado. Para comprender en su totalidad la relación entre la selección de malla y el resultado final, es recomendable consultar nuestra sección de serigrafía industrial, donde se detallan los distintos tipos de tinta y sustrato con los que trabaja cada rango de malla.
Guía de Selección de Mallas por Aplicación
La selección de la malla correcta requiere considerar tres variables simultáneamente: el tipo de tinta que se utilizará, el sustrato sobre el que se imprimirá y el nivel de detalle del arte final. Las mallas de 20 a 40 hilos por centímetro están indicadas para tintas de alta viscosidad, metálicas y de efecto relieve, así como para impresión sobre sustratos de textura irregular. Las mallas de 50 a 90 hilos son las más versátiles: funcionan con plastisol estándar sobre textil plano, vinilo y materiales sintéticos de uso comercial. Las mallas de 100 a 130 hilos son adecuadas para diseños con líneas finas, tipografía pequeña y tramas halftone de resolución media. Las mallas de 140 a 160 hilos se reservan para impresiones fotorrealistas, cuatricromía serigráfica y trabajos de alta precisión sobre superficies lisas. Un proveedor técnicamente sólido siempre consultará el arte final antes de especificar la malla.
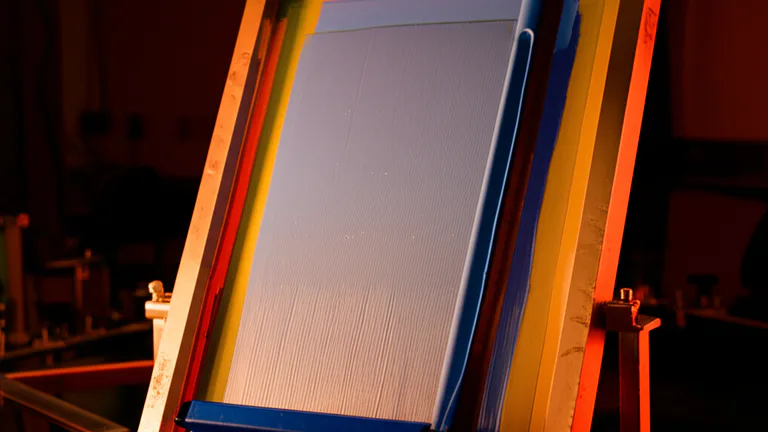
Proceso de Tensado: Tensión Mecánica vs. Tensión Neumática
El tensado de la malla sobre el marco puede realizarse mediante sistemas mecánicos o neumáticos. En el tensado mecánico, la malla se fija manualmente al marco y se estira progresivamente antes de ser adherida con adhesivo estructural. Este método, aunque funcional para trabajos de bajo volumen, presenta variaciones de tensión entre puntos distintos del marco que pueden alcanzar 3 a 5 N/cm, suficiente para generar problemas en trabajos multicolor de precisión. El tensado neumático, que utiliza dispositivos de mordaza neumática que aplican tensión uniforme y controlada desde los cuatro lados simultáneamente, garantiza homogeneidad de tensión en toda la superficie activa de la malla. La tensión óptima para trabajo profesional en serigrafía textil se sitúa entre 18 y 25 N/cm, medida con tensiómetro electrónico. Después del tensado, el marco debe reposar mínimo 24 horas antes de proceder al emulsionado, para que la malla absorba la tensión residual y estabilice su geometría.
Etapa 2 — Emulsionado de la Malla: Aplicación de la Emulsión Fotosensible
El emulsionado es la fase del proceso de preparación de pantallas para serigrafía paso a paso en la que la malla tensada recibe la capa de emulsión fotosensible que posteriormente formará el stencil de impresión. La emulsión es un compuesto químico —generalmente una mezcla de polímero PVA y sales de diazo, o bien emulsiones de doble curado— que, en estado líquido, se aplica uniformemente sobre la malla y, una vez seca, se vuelve sensible a la luz ultravioleta. Las zonas expuestas a UV se endurecen y forman el stencil, mientras que las zonas bloqueadas por la película positiva permanecen solubles al agua y se eliminan durante el revelado, creando las áreas abiertas por donde pasará la tinta. La calidad del emulsionado determina directamente tres parámetros críticos: el espesor del depósito de tinta sobre el sustrato (directamente proporcional al espesor de la emulsión), la definición de los bordes del stencil y la durabilidad de la pantalla frente a la acción mecánica del raclet y los solventes de la tinta. La aplicación de emulsión se realiza en cuarto oscuro bajo luz inactínica —luz ámbar o roja que no sensibiliza el material fotosensible— con una rasera o cuchilla de emulsionado de acero inoxidable.
Tipos de Emulsión y sus Aplicaciones Industriales
Existen tres tipos principales de emulsión serigráfica utilizados en producción industrial en México: las emulsiones de diazo puro, las emulsiones de doble curado (SBQ + diazo) y las emulsiones de curado único SBQ. Las emulsiones de diazo son las más económicas y tienen buena resistencia al agua; sin embargo, requieren tiempos de exposición más largos y son más susceptibles a la variación de humedad ambiental durante el secado. Las emulsiones de doble curado ofrecen mayor latitud de exposición, mejor definición de bordes y mayor durabilidad en tiradas largas, siendo la opción preferida para trabajos comerciales con volúmenes superiores a 5,000 unidades. Las emulsiones SBQ, de curado rápido, son ideales para producción de alta velocidad; requieren menor tiempo de exposición UV y ofrecen resolución superior para detalles finos, siendo la elección técnica en trabajos de serigrafía fotorrealista o cuatricromía.
Técnica de Aplicación: Número de Pasadas y Espesor EOM
El espesor de la emulsión sobre la malla se expresa con el parámetro EOM (Emulsion Over Mesh), que mide la película de emulsión que sobresale por encima de los hilos de la malla en el lado de impresión. Un EOM mayor genera mayor depósito de tinta y colores más opacos; un EOM menor produce impresiones más delicadas con mayor definición de detalle. La técnica estándar para trabajos textiles consiste en aplicar dos pasadas en el lado de impresión (cara que contacta el sustrato) y una pasada en el lado del raclet, utilizando una rasera de acero en ángulo de 45 grados y velocidad constante. Para trabajos que requieren mayor depósito, como impresión de tintas especiales o colores blancos sobre negro, se aplican hasta cuatro pasadas en el lado de impresión con secado intermedio entre capas. El secado debe realizarse en posición horizontal, con el lado de impresión hacia abajo, en ambiente controlado de temperatura (18-22 °C) y humedad relativa (40-60%).
Etapa 3 — Quemado o Exposición UV: Del Arte Digital al Stencil Físico
La exposición UV —conocida coloquialmente como “quemado de pantallas”— es el momento en que el arte digital se transfiere físicamente a la malla emulsionada, convirtiéndose en el stencil que guiará el paso de la tinta. Este paso es técnicamente el más sensible del proceso de preparación de pantallas para serigrafía paso a paso, ya que tanto la sobreexposición como la subexposición generan problemas graves que comprometen la calidad de impresión. El proceso consiste en colocar una película positiva —el arte final impreso en alta densidad óptica sobre acetato o película transparente— en contacto directo con la cara emulsionada de la malla, asegurar el contacto mediante vacío en la unidad de exposición y exponerla a luz ultravioleta durante un tiempo preciso, calculado mediante pruebas de exposición escalonada con calculadora de exposición (step wedge). Las zonas del positivo con densidad de negro bloquean la luz UV, manteniendo la emulsión soluble en esas áreas; las zonas transparentes permiten el paso de UV, endureciendo irreversiblemente la emulsión. La potencia de la fuente UV, la distancia entre lámpara y pantalla, el tipo de emulsión y el espesor de la capa determinan conjuntamente el tiempo óptimo de exposición.
Preparación del Arte Final para Máxima Calidad de Exposición
La calidad de la exposición UV es directamente proporcional a la calidad del positivo utilizado. Un positivo con densidad óptica insuficiente —impreso en una impresora de inyección con tinta diluida o en papel translúcido de baja opacidad— permite el paso parcial de luz UV en las zonas que deberían bloquearse, generando un endurecimiento parcial de la emulsión en las áreas de diseño que luego dificultará el revelado y producirá bordes irregulares. Los estándares industriales exigen positivos con densidad óptica mínima de 3.5 D medida con densitómetro, impresos en película de poliéster transparente con tintas pigmentadas negras de alta cobertura. Para trabajos de alta precisión, como cuatricromías serigráficas o diseños con tramas halftone, se recomienda que los positivos sean generados por un RIP (Raster Image Processor) que garantice la forma y el ángulo exacto de cada punto de trama.
Parámetros de Exposición: Temperatura, Intensidad y Tiempo
El tiempo de exposición no es un valor fijo: varía en función de la potencia de la lámpara UV (medida en mW/cm²), la distancia de la fuente a la pantalla, el tipo y espesor de la emulsión, el número de hilos de la malla y las condiciones ambientales. En condiciones industriales controladas, las unidades de exposición de metal halide de 5,000 watts trabajan a distancias de 100-120 cm, generando tiempos de exposición de entre 30 y 90 segundos para emulsiones estándar. La forma correcta de determinar el tiempo óptimo es mediante una prueba de exposición escalonada (step wedge de 7 a 9 pasos), que expone franjas de la pantalla a tiempos progresivos y permite identificar visualmente el punto óptimo donde la emulsión endurece completamente sin sobreexponerse y cerrar los detalles finos. Este procedimiento debe repetirse cada vez que se cambia de tipo de emulsión, lote de producción o se actualiza la lámpara.
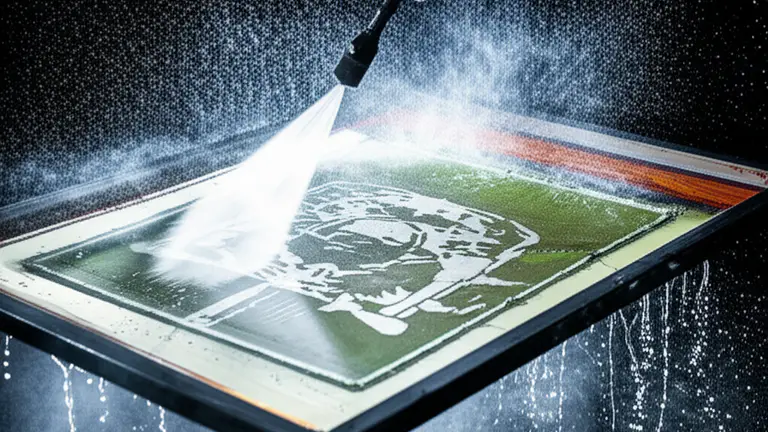
Etapa 4 — Revelado de Pantallas: Apertura del Stencil con Precisión
El revelado es la fase final del proceso de preparación de pantallas para serigrafía paso a paso y consiste en eliminar con agua las zonas de emulsión que no fueron endurecidas por la exposición UV, creando las áreas abiertas de la malla a través de las cuales pasará la tinta durante la impresión. Aunque aparentemente es el paso más simple del proceso, el revelado requiere la misma atención técnica que las etapas anteriores: tanto un revelado excesivo como uno insuficiente degradan la calidad del stencil. El revelado se inicia inmediatamente después de la exposición, con una prehumedecimiento de 30 a 60 segundos en agua tibia (18-25 °C) para ablandar la emulsión no expuesta, seguido de un lavado con agua a presión moderada (máximo 40 psi) aplicada de forma uniforme con pistola de agua desde ambos lados de la pantalla. La temperatura del agua es un parámetro crítico: agua demasiado caliente puede deteriorar la emulsión endurecida; agua demasiado fría prolonga innecesariamente el proceso y puede requerir más presión, que a su vez puede dañar detalles finos del stencil.
Verificación del Stencil: Control de Calidad Post-Revelado
Una vez revelada la pantalla, el control de calidad post-revelado es indispensable antes de autorizar el inicio de la producción. La inspección se realiza colocando la pantalla sobre una mesa de luz (lightbox) que ilumina la malla desde abajo, permitiendo observar con claridad la transparencia de las zonas abiertas, la integridad de los bordes del stencil y la presencia de posibles defectos como pinholes (microfiltrados de emulsión en zonas que deberían estar abiertas), emulsión residual en áreas de detalle fino que no se reveló correctamente, o daños en el stencil por exceso de presión durante el lavado. Los pinholes menores pueden corregirse con retocador de pantallas (bloquedor líquido de emulsión), pero los problemas generalizados de revelado incompleto o stencil dañado requieren recuperar la pantalla y repetir el proceso completo desde el emulsionado.
Secado y Almacenamiento Correcto de Pantallas Reveladas
Después del revelado y la verificación, la pantalla debe secarse completamente antes de su uso en producción. El secado se realiza en posición vertical en un rack de secado, con circulación de aire caliente a 40-50 °C durante 15 a 30 minutos, según el grosor de la capa de emulsión. Un secado incompleto debilita el stencil y provoca su deterioro prematuro durante la impresión. Para trabajos de alta tirada, se recomienda aplicar un endurecedor de emulsión post-revelado —ya sea por exposición UV adicional en unidad de curado o mediante endurecedor químico— que incrementa significativamente la resistencia del stencil a la abrasión del raclet y a los solventes presentes en las tintas plastisol y de base disolvente. Las pantallas listas para producción deben almacenarse en posición vertical, protegidas de la luz UV y en ambiente seco, identificadas claramente con el número de trabajo, color y posición de registro.
Tipos de Tinta y su Relación con la Preparación de Pantallas en México
La preparación de la pantalla no puede analizarse de forma aislada: cada decisión tomada durante el proceso de preparación de pantallas para serigrafía paso a paso está condicionada por el tipo de tinta que se utilizará en producción. En el mercado mexicano, los tipos de tinta serigráfica más utilizados en aplicaciones industriales son el plastisol, la tinta base agua y la tinta discharge (descarga). Cada uno requiere parámetros de preparación de pantalla específicos, desde la selección de la malla hasta el tipo de emulsión, pasando por el espesor del stencil y las condiciones de revelado. Trabajar con un proveedor que comprende esta interdependencia —como ocurre en la producción serigráfica de Imagen y Color GR— garantiza que el proceso de preparación de pantallas esté perfectamente alineado con la tinta y el sustrato específicos del proyecto, optimizando tanto la calidad de impresión como la durabilidad del stencil y la eficiencia de la tirada. Para proyectos que combinan serigrafía con otros métodos de personalización textil, como la impresión DTF, es importante considerar también las implicaciones de preparación de cada proceso; puede consultar más información sobre DTF y sublimación como tecnología complementaria a la serigrafía industrial.
Plastisol: El Estándar Industrial para Serigrafía Textil
La tinta plastisol, basada en PVC en suspensión de plastificante, es la tinta de serigrafía más utilizada en producción industrial en México y a nivel mundial. Su ventaja principal es que no seca al aire, lo que elimina el riesgo de obstrucción de la malla durante la producción y permite retomar el trabajo después de pausas sin necesidad de limpieza. Para imprimir con plastisol, la pantalla requiere una emulsión de alta resistencia química, generalmente emulsiones de doble curado o SBQ con endurecedor, y un EOM suficiente para garantizar el espesor de depósito requerido por el tipo de plastisol (estándar, alta opacidad, metálico o especial). Las mallas más utilizadas con plastisol van de 60 a 120 hilos, según el tipo de plastisol y el nivel de detalle del diseño.
Tintas Base Agua y Discharge: Preparación para Impresión Ecológica
Las tintas base agua y las tintas discharge representan la alternativa ecológica al plastisol, con creciente adopción en el mercado mexicano por parte de marcas que priorizan la sostenibilidad ambiental y las certificaciones de responsabilidad social. Las tintas base agua requieren pantallas preparadas con emulsiones resistentes al agua de alto porcentaje de sólidos, ya que el componente acuoso de la tinta puede degradar emulsiones de baja calidad. Las tintas discharge, que funcionan eliminando el colorante del sustrato de algodón y sustituyéndolo por el colorante de la tinta, requieren mallas de alta apertura (menor número de hilos) para garantizar el paso suficiente de agente activador. Un aspecto crítico es que las tintas base agua secan rápidamente en la malla, por lo que el proceso de preparación debe garantizar una apertura perfecta del stencil y la ausencia de residuos de emulsión que pudieran obstruir la malla durante la producción.

Criterios Técnicos para Evaluar a un Proveedor de Serigrafía en México
Para un comprador técnico o gerente de compras en México, conocer el proceso de preparación de pantallas para serigrafía paso a paso proporciona un marco objetivo para evaluar y comparar la capacidad real de diferentes proveedores. No basta con solicitar muestras de impresión: es necesario preguntar directamente sobre los equipos de tensado, los tipos de emulsión utilizados, los protocolos de control de calidad en cada etapa y la forma en que el proveedor gestiona el arte final del cliente. Un proveedor con capacidad industrial real —como Imagen y Color GR— podrá responder con precisión técnica a preguntas sobre tensión de mallas en N/cm, EOM de sus emulsiones, tiempo y potencia de sus unidades de exposición y procedimientos de control de calidad post-revelado. Un proveedor sin esa capacidad ofrecerá respuestas vagas o estandarizadas. Para proyectos que requieren también publicidad exterior o vinilos y rotulación, evaluar la integración técnica entre diferentes servicios es un criterio adicional de valor que distingue a los proveedores de soluciones completas de comunicación gráfica.
Preguntas Clave para Validar la Capacidad Técnica del Proveedor
Las siguientes preguntas permiten a un comprador B2B evaluar con rapidez y objetividad la solidez técnica de un proveedor de serigrafía: ¿Con qué rango de mallas trabajan y cómo seleccionan el número de hilos para cada proyecto? ¿Cuál es la tensión estándar de sus mallas y cómo la verifican? ¿Qué tipos de emulsión utilizan para tintas plastisol, base agua y discharge? ¿Cómo determinan el tiempo de exposición para cada trabajo? ¿Tienen protocolo de control de calidad con lightbox post-revelado? ¿Cuántas pantallas pueden preparar simultáneamente y cuál es su tiempo de preparación promedio por pantalla? ¿Cómo almacenan las pantallas entre corridas de producción? Las respuestas a estas preguntas revelan si el proveedor gestiona la preparación de pantallas como un proceso artesanal o como un proceso industrial estandarizado con control de variables.
Cómo Optimizar tu Arte Final para Reducir Costos de Preparación
Los compradores y diseñadores pueden reducir significativamente los costos y tiempos de preparación de pantallas entregando artes finales correctamente optimizados. Las recomendaciones técnicas más importantes incluyen: entregar archivos vectoriales en formato AI o EPS para diseños de colores planos, evitar tramas halftone innecesarias cuando el diseño puede resolverse con colores planos, respetar un grosor mínimo de línea de 0.5 mm para trabajos estándar y de 0.3 mm para mallas de alta resolución, utilizar colores Pantone especificados con número para garantizar la coincidencia cromática, separar correctamente los colores en capas independientes del archivo y proporcionar positivos en alta resolución (mínimo 1200 dpi) si no se entregan archivos vectoriales. Un proveedor técnicamente sólido siempre ofrece revisión técnica del arte final antes de proceder a la preparación de pantallas, evitando correcciones costosas en etapas posteriores del proceso. Para conocer más sobre el ecosistema completo de serigrafía industrial disponible en Imagen y Color GR, puede consultar nuestra sección de servicios.
Mantenimiento, Recuperación y Vida Útil de las Pantallas Serigráficas
Una pantalla serigráfica correctamente preparada y mantenida representa una inversión que puede amortizarse a lo largo de múltiples tiradas de producción. La vida útil de una pantalla depende de la calidad de la emulsión, el tipo de tinta utilizada, la presión del raclet durante la impresión y los procedimientos de limpieza y almacenamiento. En producción industrial, una pantalla con emulsión endurecida adecuadamente puede soportar tiradas de entre 25,000 y 100,000 impresiones con tintas plastisol, cifras que descienden significativamente con tintas discharge o solventes agresivos. El mantenimiento correcto incluye la limpieza inmediata después de cada tirada, el almacenamiento en ambiente controlado y la inspección visual periódica del stencil para detectar deterioro antes de que afecte la calidad de producción. Cuando una pantalla ha terminado su vida útil o un diseño ya no se utilizará, la pantalla puede recuperarse: se elimina el stencil con eliminador de emulsión químico, se desengresa la malla y se vuelve a tensar si es necesario, o bien se reutiliza directamente en un nuevo proceso de emulsionado. La recuperación eficiente de pantallas es una práctica de sostenibilidad económica y ambiental importante para proveedores industriales con grandes parques de marcos.
Protocolos de Limpieza Post-Producción
La limpieza de la pantalla inmediatamente después de la producción es fundamental para preservar la integridad del stencil y facilitar su reutilización en corridas posteriores del mismo diseño. El protocolo estándar para tintas plastisol consiste en remover el exceso de tinta con rasqueta, limpiar ambas caras de la malla con solvente plastisol (generalmente base de petróleo o solvente verde de baja toxicidad) y un trapo limpio hasta eliminar toda la tinta visible, seguido de un lavado con agua para eliminar residuos de solvente. Para tintas base agua, la limpieza debe ser inmediata (la tinta seca rápidamente en la malla) y se realiza únicamente con agua a presión moderada. En ningún caso deben utilizarse solventes agresivos como acetona o thinner en pantallas con emulsión, ya que deterioran irreversiblemente el stencil.
Recuperación de Marcos: Proceso de Eliminación de Emulsión
La recuperación de un marco para reutilizar la malla implica eliminar completamente el stencil endurecido mediante un eliminador de emulsión especializado (también llamado “degradante” o “stripper” de emulsión), que es un compuesto oxidante concentrado que rompe los enlaces de la emulsión fotopolimerizada. El procedimiento consiste en aplicar el eliminador en ambas caras de la malla seca, dejar actuar el tiempo indicado por el fabricante (generalmente 3 a 10 minutos), y lavar con agua a alta presión para arrastrar los restos de emulsión. Después de la recuperación, la malla debe desengrasarse con limpiador de mallas específico para eliminar grasas y residuos que pudieran afectar la adhesión de la nueva emulsión en el siguiente ciclo. Un marco bien mantenido puede pasar por múltiples ciclos de emulsionado y recuperación, prolongando su vida útil durante años.
Conclusión
El proceso de preparación de pantallas para serigrafía paso a paso es, en síntesis, la suma de decisiones técnicas precisas que determinan si una impresión serigráfica alcanzará el nivel de calidad que exigen los proyectos de marcas y empresas líderes en el mercado mexicano e internacional. Desde la selección de la malla correcta para cada tipo de tinta y diseño, pasando por la aplicación uniforme de la emulsión, la exposición UV controlada y el revelado preciso del stencil, cada fase requiere equipos adecuados, materiales de calidad comprobada y el conocimiento técnico acumulado a lo largo de años de práctica industrial. Para los compradores B2B, directores de marketing y gerentes de compras que trabajan con proyectos de alto volumen y estándares de calidad exigentes, conocer este proceso es la herramienta más efectiva para evaluar objetivamente a sus proveedores, optimizar la entrega de artes finales y reducir los ciclos de corrección y aprobación. En Imagen y Color GR, más de 40 años de experiencia en el mercado mexicano respaldan cada pantalla preparada con rigor industrial, garantizando consistencia, precisión y calidad en cada tirada, independientemente del volumen o la complejidad del proyecto.
Imagen y Color GR · México
¿Listo para tu proyecto de impresión?
¿Listo para iniciar tu proyecto de serigrafía con estándares industriales? Solicita una cotización personalizada y recibe asesoría técnica especializada de nuestro equipo de expertos.
Solicitar Cotización Gratuita →Preguntas Frecuentes
El tiempo total de preparación de una pantalla para serigrafía, considerando todas las etapas, va de 3 a 5 horas en condiciones industriales estándar. El tensado y secado del adhesivo requiere mínimo 24 horas de reposo; el emulsionado y secado de la emulsión, entre 1 y 2 horas; la exposición UV, de 30 a 90 segundos; y el revelado y secado final, entre 30 y 60 minutos. En producción de múltiples pantallas simultáneas, el tiempo se optimiza mediante trabajo en paralelo de las distintas etapas. Proveedores con mayor parque de equipos pueden preparar docenas de pantallas en el mismo ciclo de producción, manteniendo los tiempos de entrega comprometidos incluso en proyectos multicolor de alta complejidad.
La diferencia principal entre una malla de 60 hilos y una de 120 hilos radica en la apertura de la malla —es decir, el espacio entre los hilos por donde pasa la tinta— y la resolución máxima de impresión que pueden reproducir. Una malla de 60 hilos tiene aberturas más grandes, permite mayor depósito de tinta y es ideal para diseños de colores sólidos, tintas de alta cobertura como blancos sobre textil oscuro y tintas especiales de alta viscosidad. Una malla de 120 hilos tiene menor abertura, produce una película de tinta más delgada, permite reproducir líneas finas, tipografía pequeña y tramas halftone con mayor definición. La selección incorrecta entre ambas puede resultar en impresiones con exceso de tinta y pérdida de detalle (si se usa malla muy abierta) o en impresiones con cobertura insuficiente (si se usa malla demasiado cerrada).
El EOM (Emulsion Over Mesh, por sus siglas en inglés) es la medida del espesor de la película de emulsión que sobresale por encima de los hilos de la malla en el lado de impresión. Este parámetro determina directamente el grosor del depósito de tinta que se transfiere al sustrato: mayor EOM produce colores más opacos y saturados, con mayor efecto táctil sobre el material impreso; menor EOM produce impresiones más delgadas y detalladas. Para compradores B2B, el EOM es relevante porque afecta la apariencia final del producto, especialmente en categorías como ropa corporativa, materiales POP o artículos promocionales donde el acabado visual y táctil es parte del valor del producto. Un proveedor técnicamente sólido puede ajustar el EOM según las especificaciones del proyecto, en lugar de trabajar con un estándar único para todos los trabajos.
Para obtener la mejor calidad en el proceso de preparación de pantallas serigráficas, se recomienda entregar archivos vectoriales en formato Adobe Illustrator (AI) o EPS con fuentes convertidas a trazados. Los archivos deben tener los colores correctamente separados en capas individuales, identificados con números Pantone (PMS) cuando aplique. Si el diseño incluye tramas halftone o elementos de fotografía, estos deben entregarse en formato PSD o TIFF a resolución mínima de 1200 dpi al tamaño de impresión final. Evitar entregar archivos en RGB: todos los colores deben estar en modo CMYK o como tintas planas Pantone. Un buen proveedor de serigrafía industrial siempre realiza una revisión técnica del arte final antes de la preparación de pantallas y notifica al cliente sobre cualquier elemento que pueda comprometer la calidad del resultado.
Depende del tipo y magnitud del defecto. Defectos menores como pinholes aislados (pequeñas perforaciones en zonas de emulsión que deberían estar cerradas) se pueden corregir con retocador de emulsión de manera rápida y sin necesidad de rehacer la pantalla. Sin embargo, defectos generalizados como revelado incompleto que deja emulsión en zonas de diseño, stencil dañado por exceso de presión de agua o sobreexposición que cierra los detalles finos, generalmente requieren recuperar la pantalla completa: eliminar la emulsión con degradante, limpiar la malla y reiniciar el proceso desde el emulsionado. En Imagen y Color GR, el control de calidad post-revelado con mesa de luz permite detectar estos problemas antes de que la pantalla llegue a producción, evitando desperdicio de material y tiempo en la línea.
La vida útil de una pantalla serigráfica depende de múltiples variables: tipo y calidad de la emulsión, tipo de tinta utilizada, presión del raclet, frecuencia de limpieza y condiciones de almacenamiento. En términos generales, una pantalla con emulsión de doble curado o SBQ endurecida post-revelado, utilizada con tintas plastisol y raclet de dureza adecuada, puede soportar entre 25,000 y 100,000 impresiones antes de mostrar deterioro visible del stencil. Con tintas base agua, este número disminuye a entre 5,000 y 25,000 impresiones, dependiendo del pH de la tinta y la frecuencia de limpieza. Con tintas discharge y otros agentes oxidantes, la vida útil se reduce significativamente. Para proyectos de alta tirada en México, se recomienda planificar la preparación de pantallas de respaldo cuando las tiradas superan los 50,000 unidades por diseño.
La humedad relativa del ambiente tiene un impacto significativo, especialmente en las etapas de emulsionado y secado. Si la humedad es muy alta (superior al 70%), el secado de la emulsión se prolonga excesivamente y puede generar una capa irregular con variaciones de espesor que afectan la uniformidad del stencil y la consistencia del depósito de tinta. Además, la emulsión absorbida de humedad ambiental puede deteriorarse antes de la exposición UV, reduciendo su sensibilidad fotoquímica y generando problemas en el quemado. Las instalaciones industriales de preparación de pantallas deben mantener temperatura entre 18 y 22 °C y humedad relativa entre 40 y 60% para garantizar condiciones óptimas de proceso. En México, las variaciones climáticas estacionales —especialmente durante la temporada de lluvias— hacen especialmente relevante el control ambiental en el cuarto de emulsionado y secado.
El proceso de preparación de pantallas representa un costo fijo por diseño y color que se amortiza a lo largo de la tirada: a mayor volumen de producción, menor es el costo por pieza atribuible a la preparación de pantallas. Este es uno de los principios económicos fundamentales de la serigrafía como técnica de impresión: es altamente eficiente en tiradas largas y menos competitiva en tiradas cortas, donde tecnologías como la impresión DTF pueden ser más económicas. El costo de preparación de pantallas incluye el material de malla, el adhesivo, la emulsión, los insumos de revelado, el tiempo de operario especializado y el costo de oportunidad del equipo. Un proveedor eficiente puede compartir el costo de pantallas entre diferentes pedidos del mismo diseño, almacenando pantallas de clientes recurrentes para su reutilización. Para proyectos con múltiples colores y tiradas medias, negociar la amortización de pantallas es un punto clave en la estructura de costos.